
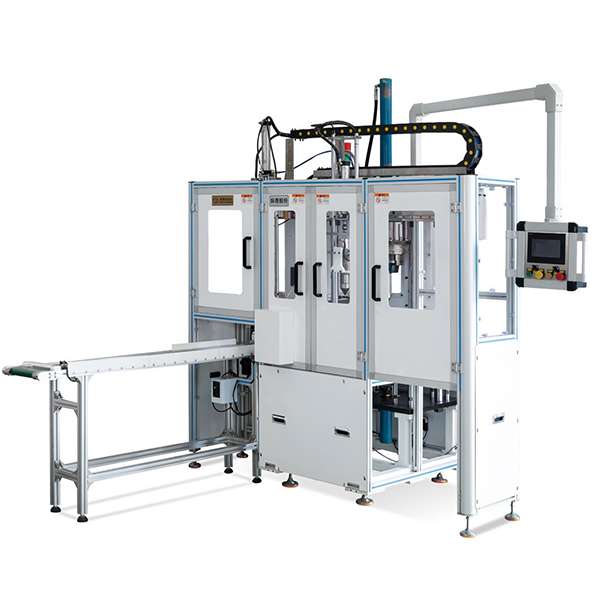

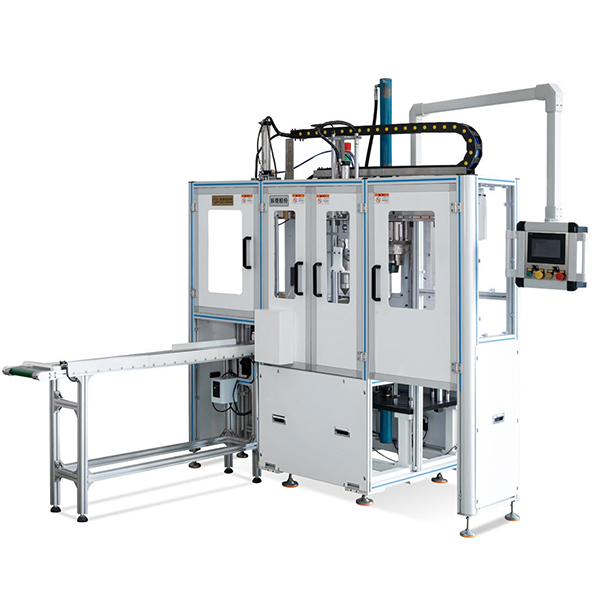
મધ્યવર્તી આકાર આપવાનું મશીન (મેનિપ્યુલેટર સાથે)
ઉત્પાદન લાક્ષણિકતાઓ
● આ મશીન રીશેપિંગ મશીન અને ઓટોમેટિક ટ્રાન્સપ્લાન્ટિંગ મેનિપ્યુલેટર સાથે સંકલિત છે. આંતરિક વિસ્તરણ, આઉટસોર્સિંગ અને આકાર આપવાના સિદ્ધાંત મુજબ એન્ડ કમ્પ્રેશન ડિઝાઇન.
● ઔદ્યોગિક પ્રોગ્રામેબલ કંટ્રોલર પીએલસી દ્વારા નિયંત્રિત; દંતવલ્ક વાયરને બહાર નીકળવા અને ઉડવા દેવા માટે દરેક સ્લોટમાં એક જ માઉથગાર્ડ દાખલ કરવું; દંતવલ્ક વાયરને તૂટી પડવાથી, સ્લોટ પેપરના તળિયાને તૂટી પડવાથી અને નુકસાન થવાથી અસરકારક રીતે અટકાવવું; બાંધતા પહેલા સ્ટેટરને આકાર આપવાની અસરકારક ખાતરી કરવી સુંદર કદ.
● વાયર પેકેજની ઊંચાઈ વાસ્તવિક પરિસ્થિતિ અનુસાર ગોઠવી શકાય છે.
● મશીન ઝડપી મોલ્ડ ચેન્જ ડિઝાઇન અપનાવે છે; મોલ્ડ ચેન્જ ઝડપી અને અનુકૂળ છે.

ઉત્પાદન પરિમાણ
| ઉત્પાદન નંબર | ઝેડડીઝેડએક્સ-૧૫૦ |
| કાર્યકારી વડાઓની સંખ્યા | ૧ પીસીએસ |
| ઓપરેટિંગ સ્ટેશન | ૧ સ્ટેશન |
| વાયર વ્યાસને અનુરૂપ બનાવો | ૦.૧૭-૧.૨ મીમી |
| મેગ્નેટ વાયર મટિરિયલ | કોપર વાયર/એલ્યુમિનિયમ વાયર/કોપર ક્લેડ એલ્યુમિનિયમ વાયર |
| સ્ટેટર સ્ટેકની જાડાઈને અનુરૂપ બનાવો | ૨૦ મીમી-૧૫૦ મીમી |
| ન્યૂનતમ સ્ટેટર આંતરિક વ્યાસ | ૩૦ મીમી |
| મહત્તમ સ્ટેટર આંતરિક વ્યાસ | ૧૦૦ મીમી |
| હવાનું દબાણ | ૦.૬-૦.૮ એમપીએ |
| વીજ પુરવઠો | 220V 50/60Hz (સિંગલ ફેઝ) |
| શક્તિ | ૪ કિલોવોટ |
| વજન | ૧૫૦૦ કિગ્રા |
| પરિમાણો | (L) 2600* (W) 1175* (H) 2445 મીમી |
માળખું
૧. મહત્વપૂર્ણ બાબતો
- ઓપરેટરને મશીનની રચના, કામગીરી અને ઉપયોગનું સંપૂર્ણ જ્ઞાન હોવું જોઈએ.
- અનધિકૃત વ્યક્તિઓને મશીનનો ઉપયોગ કરવાની સખત મનાઈ છે.
- મશીન પાર્ક કરતી વખતે દર વખતે તેને ગોઠવવું આવશ્યક છે.
- મશીન ચાલુ હોય ત્યારે ઓપરેટરને મશીન છોડીને જવાની મનાઈ છે.
2. કામ શરૂ કરતા પહેલા તૈયારીઓ
- કાર્યકારી સપાટીને સાફ કરો અને લુબ્રિકેટિંગ ગ્રીસ લગાવો.
- પાવર ચાલુ કરો અને ખાતરી કરો કે પાવર સિગ્નલ લાઇટ ચાલુ છે.
૩. સંચાલન પ્રક્રિયા
- મોટરના પરિભ્રમણની દિશા તપાસો.
- ફિક્સ્ચર પર સ્ટેટર ઇન્સ્ટોલ કરો અને સ્ટાર્ટ બટન દબાવો:
A. ફિક્સ્ચર પર આકાર આપવા માટે સ્ટેટર મૂકો.
B. સ્ટાર્ટ બટન દબાવો.
C. ખાતરી કરો કે નીચેનો ઘાટ જગ્યાએ છે.
ડી. આકાર આપવાની પ્રક્રિયા શરૂ કરો.
ઇ. આકાર આપ્યા પછી સ્ટેટરને બહાર કાઢો.
4. બંધ અને જાળવણી
- કાર્યક્ષેત્ર સ્વચ્છ રાખવું જોઈએ, તાપમાન ૩૫ ડિગ્રી સેલ્સિયસથી વધુ ન હોવું જોઈએ અને સાપેક્ષ ભેજ ૩૫%-૮૫% ની વચ્ચે ન હોવો જોઈએ. આ વિસ્તાર કાટ લાગતા ગેસથી પણ મુક્ત હોવો જોઈએ.
- મશીન કાર્યરત ન હોય ત્યારે તેને ધૂળ અને ભેજથી સુરક્ષિત રાખવું જોઈએ.
- દરેક શિફ્ટ પહેલાં દરેક લ્યુબ્રિકેશન પોઈન્ટમાં લુબ્રિકેટિંગ ગ્રીસ ઉમેરવું આવશ્યક છે.
- મશીનને આંચકા અને કંપનના સ્ત્રોતોથી દૂર રાખવું જોઈએ.
- પ્લાસ્ટિક મોલ્ડની સપાટી હંમેશા સ્વચ્છ હોવી જોઈએ અને કાટના ડાઘને મંજૂરી નથી. ઉપયોગ પછી મશીન ટૂલ અને કાર્યક્ષેત્રને સાફ કરવું જોઈએ.
- ઇલેક્ટ્રિક કંટ્રોલ બોક્સ દર ત્રણ મહિને તપાસવું જોઈએ અને સાફ કરવું જોઈએ.
૫. મુશ્કેલીનિવારણ
- ફિક્સ્ચરની સ્થિતિ તપાસો અને સ્ટેટર વિકૃત છે કે સુંવાળું નથી તે ગોઠવો.
- જો મોટર ખોટી દિશામાં ફરે તો મશીન બંધ કરો, અને પાવર સ્ત્રોતના વાયરો બદલો.
- મશીન ચાલુ રાખતા પહેલા ઉદ્ભવતા મુદ્દાઓનું નિરાકરણ લાવો.
6. સલામતીનાં પગલાં
- ઈજા ટાળવા માટે યોગ્ય રક્ષણાત્મક સાધનો જેમ કે મોજા, ગોગલ્સ અને ઇયરમફ પહેરો.
- મશીન શરૂ કરતા પહેલા પાવર સ્વીચ અને ઇમરજન્સી સ્ટોપ સ્વીચ તપાસો.
- મશીન ચાલુ હોય ત્યારે મોલ્ડિંગ એરિયામાં પહોંચશો નહીં.
- પરવાનગી વિના મશીનને ડિસએસેમ્બલ અથવા રિપેર કરશો નહીં.
- તીક્ષ્ણ ધારથી થતી ઇજાઓ ટાળવા માટે સ્ટેટર્સને કાળજીપૂર્વક હેન્ડલ કરો.
- કટોકટીની સ્થિતિમાં, તાત્કાલિક ઇમરજન્સી સ્ટોપ સ્વીચ દબાવો અને પછી પરિસ્થિતિનો સામનો કરો.




